Un materiale chiave nel settore industriale, acciaio si distingue per il suo equilibrio unico tra durezza, duttilità, conducibilità termica e resistenza alla corrosione — proprietà che variano a seconda della sua composizione.
Come lega ferro-carbonio arricchita con elementi aggiuntivi, offre un alto livello di adattabilità tramite trattamenti termici (tempra, rinvenimento, ricottura) e l’aggiunta di elementi leganti per ottimizzare le prestazioni in base alle esigenze applicative.
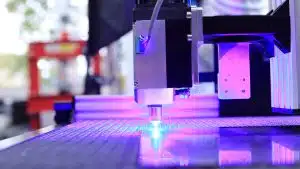
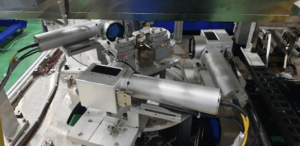
A seconda della durezza dell’acciaio, della finitura superficiale, dell’ambiente di produzione o del tipo di marcatura prevista (Data Matrix, numero di serie, marcatura profonda…), SIC MARKING offre diverse famiglie di macchine laser per incisione su acciaio:

La selezione della tecnologia di incisione per i pezzi industriali in acciaio si basa su diversi criteri: durezza, finitura superficiale, composizione, spessore, sensibilità termica e livello di contrasto atteso.
La sua superficie omogenea, l’eccellente assorbimento del raggio laser, l’elevatissima resistenza agli urti per la micro-percussione e la resistenza all’usura per l’incisione lo rendono un materiale ideale per le applicazioni di marcatura più esigenti.
L’acciaio garantisce quindi una leggibilità ottimale dei codici DataMatrix o QR, un’elevata durabilità in ambienti gravosi e compatibilità con tutte le finiture superficiali.
Durezza dell’Acciaio
Finitura della superficie
Composizione dell’Acciaio
Spessore del Pezzo
Thermal Sensitivity
Contrasto Atteso
L’acciaio è adatto a tutti i tipi di marcatura permanente: alfanumerica, codici 2D (Data Matrix), QR, codici a barre, loghi o marcature profonde.
La scelta della tecnologia di marcatura dell’acciaio dipende dall’applicazione e dai trattamenti post-marcatura (verniciatura, galvanizzazione, lavorazione meccanica).
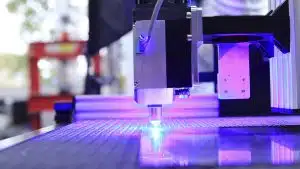
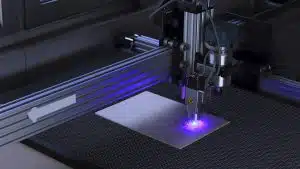
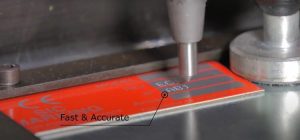
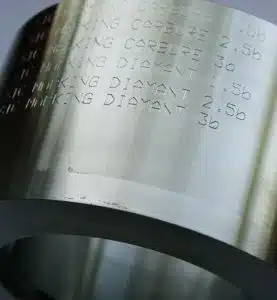
L’incisione laser sull’acciaio offre alta risoluzione, la marcatura a puntatura garantisce un’eccellente durata della marcatura e la tracciatura su acciaio consente marcature profonde e durature.
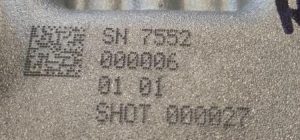
Le marcature alfanumeriche costituiscono la base della tracciabilità industriale: numeri di serie, numeri di lotto, identificatori di pezzo, riferimenti interni o dati variabili come data, ora o contatori. I numeri di serie variano generalmente da 6 a 12 caratteri, mentre i riferimenti interni da 4 a 10.
Generalmente, si utilizzano caratteri da 2 a 5 mm per una lettura umana confortevole, e dimensioni più piccole (0,3 a 1 mm) per sistemi di lettura automatica.
Quando si sceglie una tecnologia di marcatura dell’acciaio, i fattori considerati includono lo stato della superficie (lucidata, spazzolata, verniciata), lo spessore del pezzo e l’integrazione con sistemi di visione e ERP.
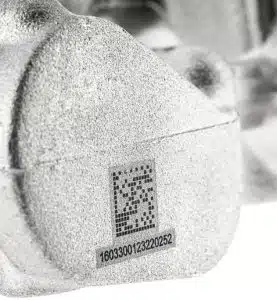
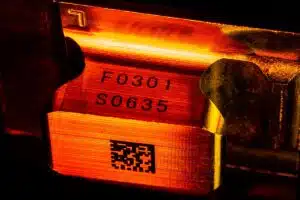
I codici ECC200 Data Matrix, ampiamente utilizzati nei settori automotive, aerospaziale e farmaceutico, consentono di codificare grandi quantità di informazioni in uno spazio molto ridotto (2 a 10 mm).
Se configurati correttamente, rimangono leggibili anche dopo verniciatura o zincatura, con moduli generalmente ≥0,25 mm per garantire una lettura affidabile.
Su acciaio, le loro prestazioni sono eccellenti: migliaia di pezzi possono essere marcati con tassi di lettura superiori al 99%. In produzione, questi codici si integrano direttamente con sistemi di controllo e strumenti di tracciamento come MES, facilitando logistica e manutenzione.
Meno comunemente utilizzati rispetto ai Data Matrix, i codici QR sono preferiti quando è richiesta la lettura tramite smartphone o tablet. La loro elevata capacità (fino a oltre 4.000 caratteri) consente la codifica diretta di URL e informazioni dettagliate.
I codici a barre 1D rimangono ampiamente utilizzati per l’identificazione lineare di componenti in acciaio, in particolare nella logistica e nella gestione dei ricambi.
I formati più comuni sono Code 128, Code 39 e EAN, in grado di codificare da 10 a 20 caratteri. L’incisione laser su acciaio con uno spessore della linea di 0,15–0,25 mm garantisce generalmente una lettura affidabile.
Sono particolarmente adatti per linee di assemblaggio dotate di lettori fissi a corto raggio. La marcatura laser consente una marcatura rapida (fino a 1–2 codici al secondo), mentre la micro-percussione, sebbene più lenta, offre maggiore durata in ambienti abrasivi.

Per applicazioni in cui la durabilità è critica, la marcatura profonda è la soluzione preferita: rimane leggibile dopo lavorazioni meccaniche, verniciatura, sabbiatura o galvanizzazione.
Nel settore automobilistico, la marcatura profonda è principalmente utilizzata per il VIN su telai, dove continuità e profondità del marchio sono essenziali per conformità e prevenzione delle frodi.
Nell’acciaio strutturale e offshore, travetti e flange vengono marcati in profondità per rimanere leggibili dopo sabbiatura e verniciatura, resistendo a cicli termici e corrosione.
Anche i settori ferroviario e macchine utensili utilizzano la marcatura profonda per parti forgiate e componenti di sicurezza, con profondità minime specificate nei requisiti tecnici. Questi marchi robusti garantiscono tracciabilità a lungo termine e prevengono sostituzioni costose.
In pratica, la scelta della tecnologia di marcatura permanente su acciaio dipende dai vincoli: l’incisione è favorita per parti forgiate esposte a sabbiatura, mentre la marcatura a micro-percussione è adatta per parti verniciate.
La scelta dipende anche dall’applicazione: i pittogrammi che devono rimanere visibili dopo la verniciatura sono spesso prodotti mediante marcatura a micro-percussione, mentre i simboli di conformità richiedono precisione e contrasto tramite marcatura laser.
Acciaio, grazie alla sua robustezza, durezza e stabilità dimensionale, è perfettamente adatto per la marcatura permanente utilizzando incisione laser, marcatura a micro-percussione o incisione meccanica. Queste tecnologie di marcatura su acciaio garantiscono leggibilità a lungo termine anche in ambienti difficili, rispettando i requisiti di conformità dei settori automotive, aerospaziale, ferroviario, energia, medicale e difesa.
A seconda delle esigenze, la marcatura può essere molto profonda, ad alto contrasto o estremamente fine per soddisfare i vincoli industriali.




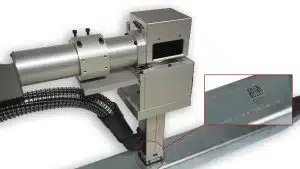
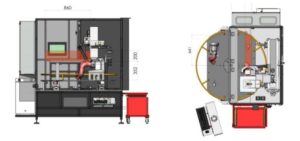
Esplora le nostre attrezzature di punta per la marcatura laser, a micro-percussione o incisione, inclusi Macchine Portatili, Moduli Integrabili per Linee di Produzione, o Stazioni di Marcatura Standalone.
Contattaci
Hai bisogno di ulteriori informazioni?
Mettiti in contatto con uno dei nostri esperti!