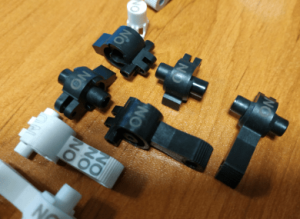
La plastica occupa oggi un ruolo centrale nell’industria grazie a una combinazione unica di leggerezza, resistenza chimica, proprietà isolanti e ampio intervallo di temperatura operativa. Questa adattabilità spiega la diffusione dei materiali plastici in settori esigenti come l’automotive, l’aerospaziale, il medicale, l’elettronica o l’industria alimentare.
La plastica mostra comportamenti termici e meccanici variabili che influenzano direttamente la marcatura permanente: a seconda del polimero, della sua formulazione e della tecnologia di marcatura utilizzata, il risultato può apparire come scurimento, schiarimento, modifica della superficie o marcatura leggermente in rilievo. Questi effetti derivano principalmente dall’interazione termica o strutturale con il materiale, piuttosto che dalla rimozione del materiale comparabile all’incisione meccanica.
La diversità delle formulazioni plastiche, così come la presenza di additivi, pigmenti o cariche, determina il contrasto ottenuto e la resistenza meccanica della marcatura. Questa variabilità richiede un preciso adattamento dei parametri di marcatura e un’attenta selezione delle tecnologie per garantire una marcatura leggibile e duratura che soddisfi le esigenze industriali.
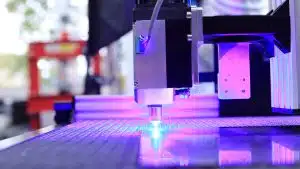
SIC MARKING offre diverse tecnologie di marcatura permanente applicabili alle plastiche industriali, principalmente la marcatura laser e, in alcuni casi, la tecnologia a micro-percussione su plastiche rigide e spesse.
Ogni soluzione di marcatura della plastica viene selezionata in base al tipo di polimero, alla sua rigidità, sensibilità termica e pigmentazione per garantire una marcatura leggibile e duratura che soddisfi le esigenze industriali. È essenziale adattare la tecnologia e i parametri di marcatura secondo questi criteri per evitare rischi di deformazione termica o degradazione del materiale.

La scelta di una tecnologia di marcatura della plastica si basa su un’analisi combinata della composizione del polimero, della sua durezza, sensibilità termica, presenza di pigmenti o additivi, nonché dell’uso finale del pezzo. Ogni criterio deve essere considerato per determinare il metodo di marcatura più adatto, tenendo conto dei requisiti funzionali, estetici e di durabilità del pezzo in plastica.
Questi parametri aiutano a stabilire se la marcatura laser sia la soluzione più appropriata o se, in casi più specifici, si possa considerare la micro-percussione. La scelta della tecnologia deve privilegiare la leggibilità e le prestazioni a lungo termine.
La variabilità delle plastiche influisce direttamente sul loro comportamento di marcatura. La struttura del polimero (amorfa o semicristallina), le temperature caratteristiche (Tm / Tg) e la presenza di cariche o pigmenti modificano sia l’assorbimento delle lunghezze d’onda del laser sia la dissipazione termica. Ad esempio, le plastiche amorfe, come il polistirene (PS), generalmente interagiscono meglio con alcune lunghezze d’onda del laser, mentre le plastiche semicristalline, come il polipropilene (PP), richiedono impostazioni specifiche o l’uso di additivi per ottenere un contrasto sufficiente senza accumulo termico eccessivo.
Le plastiche rigide (ABS, PC, PA, POM) possono, con configurazioni ben controllate, supportare la marcatura a micro-percussione quando la geometria, lo spessore e i vincoli funzionali del pezzo lo consentono. Tuttavia, è necessaria una regolazione precisa dell’energia d’impatto.
Al contrario, le plastiche morbide o semi-morbide (PP, HDPE, TPE, TPU) richiedono generalmente l’uso della marcatura laser a causa della loro bassa rigidità e della sensibilità allo stress meccanico. Il laser permette così una marcatura senza contatto, a condizione che l’energia sia adeguatamente regolata per controllare l’impatto termico.
Durezza e Rigidità della Plastica
Sensibilità Termica dei Polimeri
Impatto dei Pigmenti e degli Additivi sulla Marcatura della Plastica
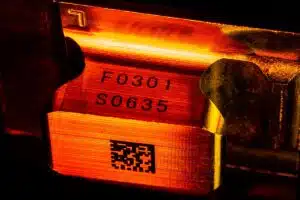
La marcatura permanente della plastica include DataMatrix, codici QR, codici a barre, numeri di serie, loghi e marcature funzionali destinate a identificazione, tracciabilità e conformità normativa delle parti industriali.
La scelta della tecnologia di marcatura della plastica – principalmente marcatura laser, o occasionalmente micro-percussione – dipende dal tipo di polimero, dalla finezza richiesta e dalla durabilità prevista della marcatura.
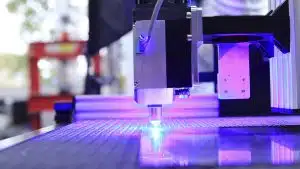
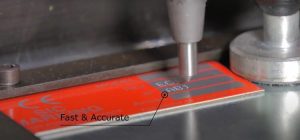
La marcatura laser della plastica è generalmente preferita per la sua precisione, ripetibilità e compatibilità con la tracciabilità industriale. Permette marcature chiare e permanenti su un’ampia gamma di plastiche rigide e plastiche semi-rigide, preservando le proprietà meccaniche del materiale, rendendola la soluzione di riferimento per applicazioni che richiedono alta risoluzione e lettura automatica affidabile.
La micro-percussione è riservata a plastiche rigide e plastiche tecniche, come alcuni PC, PA o polimeri fortemente caricati, quando lo spessore del pezzo e i vincoli meccanici lo consentono. È principalmente utilizzata per marcature alfanumeriche semplici e DataMatrix quando la profondità della marcatura è un criterio prioritario.
Queste soluzioni di marcatura della plastica garantiscono tracciabilità affidabile, conformità normativa e durabilità della marcatura, anche in ambienti industriali esigenti. In applicazioni sensibili medicali o industriali, la scelta della tecnologia mira principalmente a garantire la leggibilità della marcatura senza compromettere la funzionalità del pezzo.
La scelta tra DataMatrix DPM, codici QR, codici a barre 1D, numeri di serie, loghi o graduazioni dipende dalla densità informativa richiesta e dai vincoli di lettura automatica. I codici DataMatrix DPM sono generalmente preferiti per la tracciabilità industriale perché possono immagazzinare grandi quantità di informazioni in spazi ridotti garantendo una lettura affidabile dai sistemi di visione industriale.
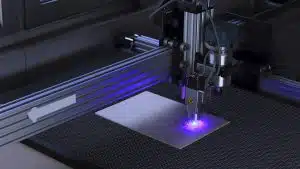
La marcatura laser è favorita per la maggior parte delle applicazioni industriali su plastica grazie alla sua flessibilità, precisione e capacità di adattarsi a geometrie complesse, fornendo risultati uniformi e duraturi.
Nella produzione di massa, le marcature spesso combinano un codice leggibile da macchina con informazioni leggibili visivamente, ad esempio un DataMatrix abbinato a un identificatore alfanumerico di 8-12 caratteri. Le dimensioni tipiche dei codici DPM sulla plastica generalmente si estendono su pochi millimetri, a seconda della tecnologia laser utilizzata, del contrasto ottenuto e dei requisiti del settore di applicazione (automotive, medicale, aerospaziale, logistica).

I loghi e i pittogrammi richiedono impostazioni precise dei parametri laser per ottenere un risultato chiaro, uniforme e duraturo. La marcatura laser a fibra è preferita per la sua precisione e ripetibilità, in particolare su materiali come ABS o PC, che consentono marcature finemente definite e visivamente distinte, compatibili con i requisiti industriali.
I parametri di contrasto e di modifica superficiale vengono regolati considerando i requisiti normativi (ad esempio marcatura CE o simboli di sicurezza) e l’estetica desiderata, soprattutto quando il pezzo in plastica è verniciato o trattato in superficie. È essenziale che la marcatura rimanga leggibile nel tempo senza alterare l’aspetto visivo o le proprietà funzionali del pezzo.
Per componenti come cruscotti o involucri elettronici, la marcatura scelta è generalmente non invasiva, garantendo al contempo sufficiente resistenza agli stress operativi. Queste marcature vengono validate tramite test di abrasione, chimici e cicli termici, in conformità ai requisiti dei settori automotive, elettrodomestici o articoli sportivi.
La scelta della marcatura delle parti in plastica si basa su diversi criteri complementari:

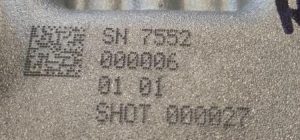
I numeri di serie alfanumerici garantiscono identificazione unica e tracciabilità dei prodotti in plastica. Consentono di tracciare ogni pezzo con precisione durante tutto il suo ciclo di vita, dalla produzione all’uso e alle operazioni di manutenzione, fornendo un collegamento affidabile ai dati di produzione.
Sequenze di 6-12 caratteri sono comunemente utilizzate per ottimizzare l’equilibrio tra leggibilità, dimensione della marcatura e capacità di identificazione. Questa lunghezza garantisce sufficiente tracciabilità mantenendo una marcatura leggibile compatibile con i vincoli dimensionali delle parti in plastica.
La marcatura laser a fibra è una soluzione ampiamente utilizzata per la produzione di massa grazie alla sua precisione, velocità e ripetibilità. Su plastiche compatibili permette marcature permanenti e senza contatto, preservando le proprietà meccaniche del pezzo, risultando particolarmente adatta per ambienti industriali automatizzati.
Nel settore automotive, i numeri di serie sono utilizzati per la gestione dei richiami, le garanzie e la conformità del prodotto. Ogni identificatore è collegato a un database contenente informazioni come numero di lotto, data di produzione o stazione di produzione, permettendo una rapida tracciabilità di ogni pezzo e garantendo la sicurezza della catena di tracciabilità.
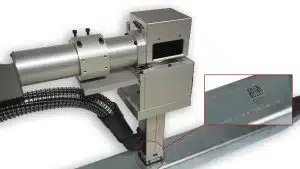
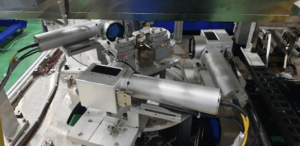
I sistemi di ispezione ottica verificano la presenza e la leggibilità della marcatura online ad alta velocità, gestendo diverse centinaia di pezzi al minuto a seconda della complessità della marcatura e del processo. Questi controlli automatizzati assicurano che le marcature soddisfino i requisiti di qualità e siano immediatamente utilizzabili per la lettura automatica e il monitoraggio della produzione.

I loghi e i pittogrammi richiedono impostazioni precise del fascio laser per ottenere un risultato chiaro e duraturo. La marcatura laser a fibra è preferita per la sua precisione e l’aspetto premium, in particolare su materiali come ABS e PC, che consentono marcature finemente dettagliate e visivamente distinte.
I parametri di profondità e contrasto vengono regolati considerando i requisiti normativi (ad esempio marcatura CE, simboli di sicurezza) e l’estetica desiderata, soprattutto quando il pezzo in plastica è verniciato o trattato in superficie. È fondamentale che la marcatura non solo rispetti gli standard, ma si adatti anche alla finitura estetica del pezzo per garantire leggibilità e longevità della marcatura.
Su componenti come cruscotti o involucri elettronici, la marcatura scelta è generalmente non invasiva pur garantendo sufficiente resistenza alle condizioni ambientali.
Queste marcature sono validate tramite test di abrasione, solventi e cicli termici, specifici per settori come automotive, elettrodomestici o articoli sportivi.
La scelta della marcatura delle parti in plastica si basa su diversi criteri complementari:
In molti settori industriali, la marcatura delle parti in plastica oggi va oltre la semplice identificazione visiva diventando una leva centrale per la gestione e il controllo dei prodotti. Garantisce la continuità delle informazioni durante l’intero ciclo di vita della parte in plastica, dalla produzione all’uso fino alla fine vita, collegando un codice DataMatrix o un codice QR a un database contenente la storia di produzione, i numeri di lotto, le informazioni sugli operatori e i parametri di qualità.
La marcatura permanente sulle parti in plastica è anche uno strumento chiave per la conformità normativa dove gli standard lo richiedono. Soddisfa i requisiti UDI nel settore medicale, le specifiche di marcatura DataMatrix utilizzate nel aerospaziale, e i requisiti dei produttori automotive per l’identificazione dei componenti e la tracciabilità, anche in ambienti vincolati.
Infine, la marcatura permanente contribuisce a migliorare l’efficienza logistica e operativa. Nei magazzini e presso i clienti, la marcatura leggibile da macchina facilita la gestione dei flussi, riduce gli errori di prelievo e accelera la manutenzione e il tracciamento delle parti durante tutto il loro utilizzo.

La micro-percussione può essere implementata quando lo spessore e la funzione del pezzo lo consentono, per ottenere una marcatura alfanumerica durevole e leggibile nel tempo, senza necessità di lettura automatica standardizzata.


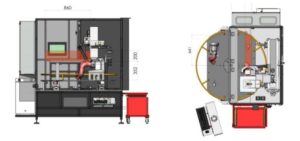
Discover our flagship laser marking, micro-percussion, or scribing equipment, including our Portable Machines, Integrable Modules for production lines, and Standalone Marking Stations.
Contattaci
Hai bisogno di informazioni?
Mettiti in contatto con uno dei nostri esperti!