L’acciaio inox si distingue per la sua resistenza alla corrosione, la resistenza meccanica, la stabilità dimensionale e i vari tipi di finitura superficiale (grezza, spazzolata, lucida o a specchio), rendendolo un materiale di riferimento per la marcatura permanente.
Queste proprietà influenzano direttamente la scelta della tecnologia di marcatura: durezza del grado, livello di riflettività della superficie, requisiti di contrasto, profondità richiesta o conservazione dello strato passivo. A seconda dell’applicazione, la marcatura può essere eseguita senza rimozione del materiale tramite ricottura laser, oppure con profondità controllata mediante incisione laser o processi meccanici, in base ai vincoli ambientali e di utilizzo.
Se correttamente controllati e validati, questi parametri permettono di ottenere un marchio preciso, duraturo e leggibile, adatto sia per ispezione visiva che per lettura tramite telecamera, condizione essenziale per la tracciabilità, l’identificazione e la conformità normativa in ambienti industriali esigenti.
A seconda del grado di acciaio inox (304, 316, 420, acciaio inox duplex), della sua durezza, livello di riflettività o finitura superficiale (grezza, spazzolata, lucida, a specchio), SIC MARKING offre tre tecnologie di marcatura permanente adattate alla marcatura dell’acciaio inox, selezionando la soluzione più pertinente in base alle proprietà del materiale, ai vincoli dell’applicazione e ai requisiti di durabilità della marcatura.

A seconda del tipo di acciaio inox, della sua durezza, finitura superficiale e utilizzo finale del pezzo, la scelta della tecnologia di marcatura permanente deve essere attentamente adattata per garantire leggibilità, durabilità e integrità funzionale.
In industria, esistono principalmente cinque famiglie di acciaio inox: austenitico (acciaio inox 304, 316), ferritico (acciaio inox 430, 444), duplex (acciaio inox 2205), martensitico (acciaio inox 410, 420) e induribile per precipitazione (17-4PH).
Queste famiglie differiscono per composizione, proprietà magnetiche e resistenza meccanica, parametri che influenzano direttamente la risposta ai processi di marcatura laser e meccanica.
In una soluzione di marcatura per acciaio inox, queste differenze guidano la scelta della tecnologia (laser, dot peen o scribing) e dei parametri di processo, per ottenere marcature durature senza alterare le proprietà funzionali del pezzo.
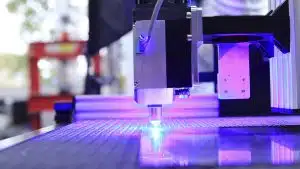
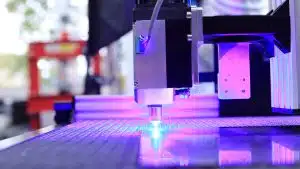
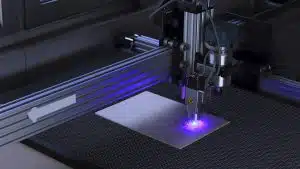
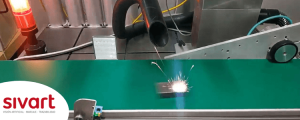
Marcatura laser su acciaio inox, tramite ricottura o micro-abrasione, offre elevato contrasto e eccellente precisione. La ricottura laser, senza rimozione di materiale, è preferita quando resistenza alla corrosione e preservazione dello strato passivo sono critiche, mentre la micro-abrasione è utilizzata quando la leggibilità e la durabilità meccanica della marcatura sono prioritarie.
La marcatura dell’acciaio inox mediante micropercussione e graffiatura, processi meccanici, rimane particolarmente adatta per pezzi di grande spessore, per ambienti severi e per alcuni stati superficiali, quando profondità e robustezza della marcatura sono prioritarie.
Durezza dell’acciaio inox
Geometria del pezzo in acciaio inox
Obiettivo della marcatura
Spessore e rigidità dei pezzi in acciaio inox
Forme complesse
Finitura della marcatura
Durabilità dell’aspetto
Vincoli ambientali
L’acciaio inox è particolarmente adatto alla marcatura permanente, a condizione che la tecnologia e i parametri siano correttamente selezionati.
La sua superficie stabile risponde in modo eccellente alla marcatura laser, consentendo alto contrasto e un’ottima durabilità della marcatura a lungo termine.
A seconda della sua qualità e delle condizioni superficiali, l’acciaio inox risponde favorevolmente alla marcatura laser, ottenendo marcature ad alto contrasto e durature nel tempo.
In base all’applicazione, è possibile eseguire codici DPM DataMatrix, codici QR, codici a barre, numeri di serie o loghi, utilizzando marcatura laser, micro-percussione o la graffiatura , con profondità e contrasto adattati ai requisiti di utilizzo e all’ambiente del pezzo.
La scelta della tecnologia di marcatura dell’acciaio inox si basa su tre criteri misurabili e complementari: leggibilità da macchina (visione industriale), durabilità della marcatura — resistenza ad abrasione e solventi — e risoluzione estetica, particolarmente per pezzi visibili o che richiedono finiture di alta qualità.
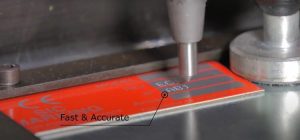
La marcatura laser e dot peen sono tra i processi più comunemente utilizzati per la marcatura dell’acciaio inox, ciascuno con obiettivi funzionali distinti. La marcatura laser si distingue per l’alto contrasto e la possibilità di integrazione nelle linee di produzione ad alta velocità, mentre dot peen garantisce elevata durabilità meccanica, particolarmente adatta per ambienti esterni e condizioni industriali difficili.
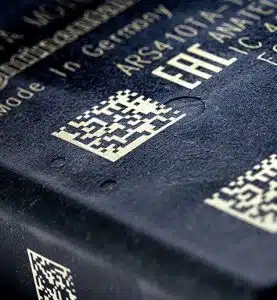
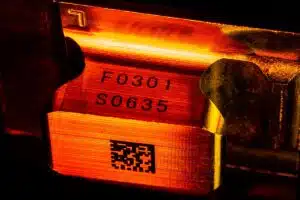
Nei laboratori, il DataMatrix ECC200 è ampiamente riconosciuto come standard per la tracciabilità industriale. Può codificare fino a 2.335 caratteri alfanumerici, sebbene nelle applicazioni di marcatura diretta si utilizzi generalmente un numero molto inferiore di informazioni.
Quando eseguito correttamente, il DataMatrix ECC200 rimane leggibile in modo affidabile dalle telecamere industriali, anche su superfici difficili come acciaio inox spazzolato o acciaio inox lucido, a condizione che sia effettuata una validazione della lettura da parte della fotocamera.
Nella pratica industriale, le dimensioni tipiche dei codici DPM DataMatrix variano generalmente tra 4 e 12 mm, a seconda della densità delle informazioni, del contrasto ottenuto e della risoluzione del sistema di visione.
Quando prodotti con un laser utilizzando contrasto e geometria appropriati, i codici DataMatrix raggiungono un’elevata affidabilità nella lettura da fotocamera negli ambienti industriali.

I codici QR sono generalmente preferiti per la marcatura orientata all’utente: consentono l’accesso diretto, tramite smartphone o tablet, a schede tecniche, URL, video di installazione o informazioni normative associate al prodotto.
La loro elevata capacità di codifica—raggiungendo diverse migliaia di caratteri a seconda della versione del codice—permette l’integrazione di dati complessi. Nella produzione industriale, viene generalmente adottata una dimensione minima compresa tra 8 e 15 mm per garantire una leggibilità stabile, anche su superfici difficili come acciaio inox spazzolato, a condizione che sia effettuata una validazione della lettura da fotocamera.
Negli ambienti industriali, il laser marking su acciaio inox garantisce la nitidezza dei moduli necessari per codici QR a bassa e media densità, con eccellente ripetibilità e buona compatibilità con i dispositivi di lettura.
La marcatura a punzonatura rimane fattibile per questo tipo di codifica, ma produce moduli più larghi e meno uniformi, richiedendo dimensioni complessive maggiori per mantenere la leggibilità, specialmente su superfici ridotte.
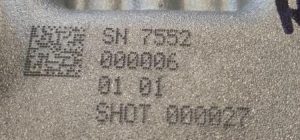
I numeri di serie su acciaio inox garantiscono sia l’identificazione del prodotto sia la tracciabilità industriale durante tutto il ciclo di vita del pezzo. Possono essere puramente numerici, alfanumerici o seguire formati standardizzati, come il VIN automobilistico (17 caratteri) o gli identificatori UDI per dispositivi medici, a seconda delle normative e dei requisiti di settore.
La marcatura laser dei numeri di serie fornisce un elevato contrasto su acciaio inox spazzolato, acciaio inox lucidato o acciaio inox grezzo, e può essere integrata in linee di produzione ad alta velocità, in base al livello di automazione e alla configurazione degli impianti.
La marcatura a punzonatura offre un’elevata durabilità meccanica in ambienti abrasivi o soggetti a stress, mentre la marcatura a incisione garantisce un finitura estetica premium, particolarmente apprezzata per targhette identificative o applicazioni decorative in acciaio inox.
Il acciaio inox consente la riproduzione di loghi e pictogrammi con elevata precisione: è possibile ottenere dettagli molto piccoli tramite marcatura laser su superfici in acciaio inox spazzolato, satinato o lucidato, mantenendo leggibilità e contrasto, purché il processo e i parametri siano adattati ai trattamenti chimici o al lavaggio industriale.
I simboli normativi (marchio CE, cestino WEEE barrato, pittogrammi DPI) e le frecce direzionali sono particolarmente adatti alla marcatura laser su acciaio inox, garantendo contorni nitidi e precisi senza deformazione del pezzo e rispettando gli standard di leggibilità.
La marcatura a punzonatura rimane una soluzione rilevante in ambienti molto abrasivi, quando la profondità della marcatura ha la priorità sull’aspetto estetico.
La marcatura laser fine dei loghi, eseguita mediante annealing o micro-abrasione controllata, fornisce un effetto “premium” sui pezzi visibili, mentre la marcatura a punzonatura incassata aumenta la durabilità dei componenti soggetti a attrito o stress meccanico ripetuto.
Le industrie dei settori elettronico e automobilistico
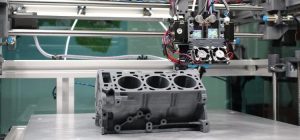
Stainless steel, thanks to its natural corrosion resistance, mechanical strength, and surface finish quality (brushed, polished, or raw), is particularly well suited for permanent marking using laser, dot peen, or scribing. These stainless steel marking technologies allow, depending on the chosen process, precise, high-contrast, or deep markings, ensuring long-lasting readability, provided the technology and parameters are adapted to exposure conditions such as humidity, intensive cleaning, or abrasion. Permanent marking on stainless steel parts thus meets the traceability and regulatory compliance requirements of industries such as automotive, aerospace, medical, food processing, and railway.





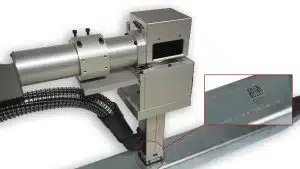
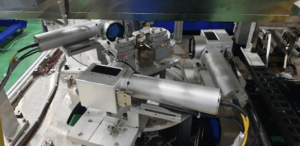
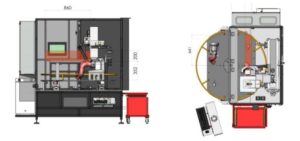
Esplora i nostri prodotti di punta: marcatura laser, marcatura a micropercussione o scrittura, comprese le nostre macchine portatili, moduli integrabili in linea e stazioni di marcatura autonome.
Contattaci
Hai bisogno di informazioni?
Contatta uno dei nostri esperti!